Split Butterfly Valves (SBVs), or containment valve, technology provides a safe method of transferring product from one container or process vessel to another whilst minimising the levels of dust emission to the operating environment before, during and after the material transfer.
The Split Butterfly Valve concept was originally designed as a containment device for the contained transfer of Active Pharmaceutical Ingredients (API’s) providing critical operator protection. Many different forms of ‘containment’ are adopted within pharmaceutical and chemical manufacturing to create a barrier between the operator and the product being handled or processed.
Today, the development of SBV aseptic technology has increased its suitability for a wider range of industry applications when not only dust control and containment is a concern but where product flow, yield and sterility issues are also prominent.
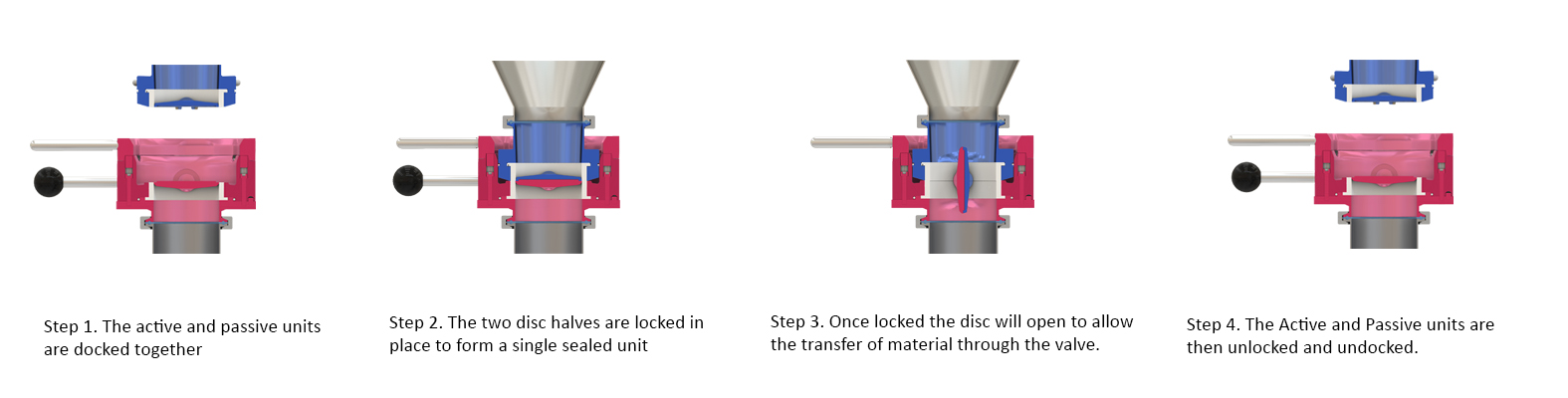
The fundamental feature of all SBV’s is that they consist of two halves, namely the active unit and the passive unit. Each half consists of half of the ‘butterfly’ disc.
Typically, the active unit is attached to the stationary process equipment such as a reactor vessel, and the passive unit is attached to the mobile container such as an IBC (Intermediate Bulk Container).